東莞專業(yè)不銹鋼鈑金定制
發(fā)布時間:2022-03-25 01:06:55
東莞專業(yè)不銹鋼鈑金定制
出現(xiàn)激光不出光的問題時不要慌張,只需按照步驟仔細(xì)檢查機(jī)器就能找出原因,及時修復(fù)。1:檢查水循環(huán)是否正常,若水保護(hù)出現(xiàn)問題可以短接水維護(hù)使用。2:點(diǎn)預(yù)調(diào),看電流表是否擺動,如果不動可能是電源故障。3:可以替換的激光管,重新設(shè)置激光輸出能量來解決激光功率低的問題。4:重新調(diào)節(jié)光路防止激光器內(nèi)因?yàn)楣饴仿萁z松動造成光路不正的現(xiàn)象。5:用無水乙醇清洗膜片架,及時替換受損和污染的膜片,關(guān)掉機(jī)床電源一段時間后再開機(jī)來杜絕冷卻系統(tǒng)長時間開機(jī)引起的結(jié)冰現(xiàn)象,這些措施都能有用解決激光不出光的問題。

東莞專業(yè)不銹鋼鈑金定制
1、廣告裝飾行業(yè):有機(jī)玻璃制品雕琢;獎牌、牌匾激光制作;雙色板材激光雕琢;其它非金屬板材的雕琢。2、印刷包裝行業(yè):橡膠版激光雕琢、印刷輥激光雕琢、紙制品的。3、皮革服裝行業(yè):皮革及外表圖畫雕琢、服裝布料圖畫切割。4、模型制作行業(yè):模型板材切割。5、工藝禮品行業(yè):竹簡激光雕琢、木版書激光雕琢、紅木激光雕琢、雙色板激光雕琢、盒形工藝品雕琢、陶瓷激光雕琢。技術(shù)還能夠應(yīng)用于鈑金加工、激光切開、非金屬切割下料、金屬切割下料、水刀切割、數(shù)控折彎等加工技術(shù)中。

東莞專業(yè)不銹鋼鈑金定制
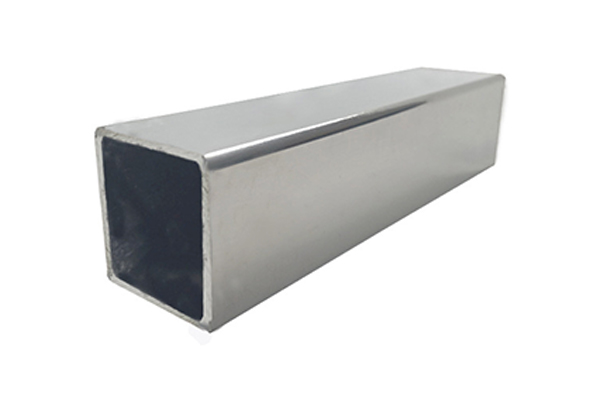
不銹鋼鈑金加工是通過對不銹鋼鋼板的剪裁,折彎,焊接加工而成。的靈敏性很大,而玻璃鋼以及PC類塑料,他們的標(biāo)準(zhǔn)都已經(jīng)是定死的,是根據(jù)模具加工制作而成。外表有灰塵以及易除去污垢物的,可用肥皂,弱洗刷劑或溫水洗刷。不銹鋼鈑金加工外表的商標(biāo)、貼膜,用溫水,弱洗刷劑來洗,粘結(jié)劑成份,運(yùn)用酒精擦拭。不銹鋼外表的油脂、油、潤滑油污染,用柔軟的布擦潔凈,以后用中性洗刷劑或氨液或用專用洗刷劑清洗。不銹鋼鈑金加工外表有漂白劑以及各種酸附著,當(dāng)即用水沖刷,再用氨液或中性碳酸蘇打水溶液浸洗,不銹鋼鈑金加工,用中性洗刷劑或溫水洗刷。外表有彩虹紋,是過多運(yùn)用洗刷劑或油引起,洗刷時用溫水中性洗刷劑可洗去。不銹鋼鈑金加工外表污物引起的銹,可用10%酸或研磨洗刷劑洗刷,也可用專門的洗刷藥品洗刷。

東莞專業(yè)不銹鋼鈑金定制
1.材料的厚度:適合于切割薄板,在12mm以下的碳鋼和6mm以下的不銹鋼切割作用明顯,質(zhì)量很好,并且效率也可以確保。2.激光輸出功率及形式:激光的輸出功率越高,切割的質(zhì)量在同樣厚度的板材上切割的作用則越好。3.板材表面的粗糙度:一般來說,材料外表越平坦,切割的質(zhì)量越好。4.焦點(diǎn)方位:激光切開的焦點(diǎn)對好了,切割的精度和準(zhǔn)確度才可以到達(dá)要求。5.切割速度:不管激光切割什么樣的資料,如果可以使切割速度和資料的吻合度到達(dá)很高,那么此刻的切割作用是很好的,過快和過慢都會影響的作用。6.輔助氣體壓力和種類:壓力越高,氣體的純度越高,材料粘附的殘余越少,切割口越潤滑。
東莞專業(yè)不銹鋼鈑金定制
1.裝配工藝:常用的裝配方法有地裝配法,仿形裝配法,臥式、立式及倒裝裝配法。2.下料工藝:就是在毛料上依照已結(jié)束放樣的圖樣進(jìn)行下料,一般采用:手藝剪切、機(jī)械剪切、沖裁加工、火焰切開、等離子氣割和激光切割等。下料時能夠依據(jù)不同技術(shù)要求、批量的大小和本錢等要素進(jìn)行選擇。下料方法不同,按圖樣下料加工余料等要素會有不同的選擇。3.成形工藝:成形工藝是鈑金加工中主要的一個環(huán)節(jié)規(guī)劃要求、提高加工功率和產(chǎn)品質(zhì)量以及降低本錢方面起到重要的作用。成形工藝包含:人工成形、機(jī)械成形、頂壓成形、爆炸成等。其中人工成形傳統(tǒng)鈑金工必須掌握的基本技術(shù);而機(jī)械成形是現(xiàn)在為常用的工藝,它經(jīng)過卷彎設(shè)備、壓彎設(shè)備及模具、壓延設(shè)備及模具、彎管設(shè)備及模具來實(shí)現(xiàn)鈑金工件的成形。

東莞專業(yè)不銹鋼鈑金定制
鈑金加工下擺的常見形式,鈑金下擺需求特殊的模具進(jìn)行,也就是說,首先使用銳角彎曲模具(公共角度為30°的模具)將鈑金彎曲成大于90度的彎曲,然后運(yùn)用壓平模具將鈑金壓平以完成鈑金包邊過程。如何修改中間的差距:在鈑金加工中經(jīng)常會遇到這種鈑金褶邊,可是這種辦法并不困難。不需求特別的模具進(jìn)行加工。在以大于90度的銳角彎曲模具后,在展平過程中,能夠?qū)?.5 mm的板放入內(nèi)部。在實(shí)際操作中,由于存在彎曲的回彈,需要運(yùn)用更薄的板,然后再嘗試幾回。以此類推,該辦法適用于中間彎曲一定厚度的鈑金件。假如需要彎曲圓角以使其美觀,請遵照圖紙。彎曲銳角時,下模的寬度應(yīng)較大。或許僅運(yùn)用與圖紙匹配的曲折上模曲折銳角。